







- Alle
- Best Practice Beispiel
- BIOGAS
- BRENNWERT
- DAMPF
- Drucklufttechnik
- KWK / BHKW
- LACKIERUNG
- PROZESSLUFTTECHNIK
- SCHULUNG
- TURN KEY

Best-Practice-Beispiel Drucklufttechnik
Best Practice Beispiel, Drucklufttechnik
Dies ist die ausführliche Beschreibung Ihres Best-Practice-Beispiels als MUSTER. Sie können hier ausführlich über Ihr Projekt berichten. Es stehen Ihnen 10.000 Zeichen maximal zur Verfügung.
Dies ist die ausführliche Beschreibung Ihres Best-Practice-Beispiels als MUSTER. Sie können hier ausführlich über Ihr Projekt berichten. Es stehen Ihnen 10.000 Zeichen maximal zur Verfügung.
Dies ist die ausführliche Beschreibung Ihres Best-Practice-Beispiels als MUSTER. Sie können hier ausführlich über Ihr Projekt berichten. Es stehen Ihnen 10.000 Zeichen maximal zur Verfügung.
Dies ist die ausführliche Beschreibung Ihres Best-Practice-Beispiels als MUSTER. Sie können hier ausführlich über Ihr Projekt berichten. Es stehen Ihnen 10.000 Zeichen maximal zur Verfügung.
Stichworte: Best-Practice-Beispiel,Druckluft, Abwärme

 Gallery
GalleryBHKW-Kompaktmodule und mehr
BIOGAS, BRENNWERT, DAMPF, KWK / BHKW, TURN KEY
BHKW-Kompaktmodule bieten viele Vorteile.
Sie sind quasi die turn-key-Variante des Blockheizkraftwerkes.
Alles was für den BHKW-Betrieb benötigt wird, ist an Bord: Motor, Generator, Generatorschutzschalter, Synchronisierung, Schalldämmhaube, Schaltschrank, usw.
Die hohe Standardisierung ermöglicht Kostenvorteile.
Viele Kunden benötigen jedoch Anpassungen, z.B. Notstromfähigkeit, Inselbetriebfähigkeit, Einsatz von Brennwert-Wärmetauschern oder Abhitzekesseln oder Sondergasen oder… oder… oder…
Im Rahmen meiner Tätigkeit habe ich viele Sonderwünsche realisiert und für alle Gasarten Lösungen realisiert.
Häufig wurden zum BHKW auch Gasreinigungsanlagen geliefert und montiert, z.B. Siloxan-Gasreinigungsanlagen für Klärwerke oder Absorptions-Gasreinigungsanlagen für Biogas.
Neben den BHKW-Lösungen habe ich auch Photovoltaik-Anlagen und Notstromdiesel / Netzersatzanlagen realisiert.
Typische Anlagengrößen der Kompaktmodule waren 50 kW bis 3.500 kW elektrisch, meist bestückt mit Deutz- oder Liebherrmotoren. Die Liebherrmotoren waren gasifizierte Dieselmotoren, also Dieselmotoren, die zu Gasmotoren umgebaut wurden. Vorteilhaft war die Robustheit der Dieselmotore insbesondere bei den Modulen mit Abgasrückführung.
Auch Energiekonzepte, z.B. für Q-Cells, durfte ich erstellen und dann später auch einen Teil der Planung und Ausschreibung übernehmen.
Meine Tätigkeit war so vielfältig wie die Kundenwünsche. Ich bin meinen Kunden dankbar, dass ich Ihre Wünsche realisieren durfte. Das hat mir ermöglicht, sehr viel in kurzer Zeit zu lernen.

 Gallery
GallerySchulung Energieeffizienz-Beratung Beijing China
SCHULUNG
Schulung „Energieeffizenz-Beratung in der Industrie“, Beijing / China, 23.11-2009-04.12.2009
Schulung für Fach- und Führungskräfte der STATE GRID, der staatlichen Netzgesellschaft.
Die State Grid möchte Ihre Industriekunden durch Beratung bei der Einsparung von Energie und Erhöhung der Energieeffizienz unterstützen.
Ich durfte jeden Tag einen ausführlichen Vortag halten, der simultan in chinesisch übersetzt wurde. Anschließend konnten von den Teilnehmern noch Fragen gestellt werden. Davon wurde viel Gebrauch gemacht.
Sehr großen Respekt habe ich vor der Leistung der Übersetzer. Sie mussten als Nicht-Techniker zuerst den Sachverhalt verstehen, um dann schlüssig übersetzen zu können.
Schwerpunkte meiner Schulung waren Kraft-Wärme-Kopplung und Querschnittstechnologien (Wärme, Kälte, Druckluft, usw.).
Ich habe einen sehr guten Eindruck von China. Es ist wirklich eine Region im Aufbruch, aber auch mit vielen schätzenswerten Traditionen.
Ni hao Beijing?
-

- Vortrag Wolfgang Brettl mit Simultanübersetzung
-

- Vortrag Wolfgang Brettl mit Simulatanübersetzung, Beijing


Lackieranlage Cargo-Schienenfahrzeuge
LACKIERUNG, PROZESSLUFTTECHNIK, TURN KEY
Kombinierte Lackier- und Trocknungsanlage für Cargo-Schienenfahrzeuge mit taylor-made Hubarbeitsbühnen, frequenzgeregelten Ventilatorantrieben und Wärmerückgewinnung
Die Luftführung erfolgt überwiegend in Unterflur-Betonkanälen mit Trockenabscheidung des Oversprays.
Mit eigengefertigten, exgeschützten, schwenk- und teleskopierbaren Hubarbeitsbühnen. Speziell konzipiert für die Lackierung von Cargo-Schienenfahrzeugen, die ja sehr unterschiedliche Geometrien aufweisen, je nachdem, welche Güter transportiert werden.
Turn key Realisierung einschließlich Projektierung und Bauleitung für das Gebäude.
Die Projektabwicklung erfolgte im Rahmen eines zertifizierten Qualitätsmangementsystems nach DIN 9.001. Ich war neben meinen Aufgaben im Anlagenbau und der Beschaffung zusätzlich der Qualitätsmanager des Unternehmens.
Projektdetails:
Kombinierte Lackier- und Trockenkabine
für Schienenfahrzeuge
3 x 60.000m³/h
ca. 33 m lang
mit exgeschützten, schwenk- und teleskopierbaren Hubarbeitsbühnen
Turn key: inkl. Projektierung und Bauleitung für das Gebäude
-

- Hubarbeitsbuehne Cargo

-

- Cargo-Lackieranlage

-

- Vergroesserung

 Gallery
GalleryLackieranlage für Regio-Schienenfahrzeuge
DAMPF, LACKIERUNG, PROZESSLUFTTECHNIK, TURN KEY
Lackier- und Trocknungsanlage für Regio-Schienenfahrzeuge mit Wärmerückgewinnung und Frequenzumrichtern für die Ventilatorantriebe.
Die an die jeweiligen Lacke angepassten Verarbeitungsparameter sind in so genannten „Rezepten“ hinterlegt.
Die ganze Anlage einschließlich sämtlicher Bauleistung wurde schlüsselfertig errichtet. Der Großteil der Luftführung erfolgt durch Unterflur-Betonkanäle.
Die Anlage ist so konzipiert, dass die Wagen auch von unten inspiziert und notwendige Arbeiten vorgenommen werden können.
Für die Lackierung wurden spezielle explosionsgeschützte Hubarbeitsbühnen benötigt. Nur mit schwenk- und teleskopierbaren Hubarbeitsbühnen können alle Bereiche der Schienenfahrzeuge lackiert werden. Da entsprechende Hubarbeitsbühnen nicht verfügbar waren, wurden diese eigens konstruiert und gefertigt.
Für die Bewegung der Wagen in der Kabine wurde eine Seilzuganlage entworfen und eingebaut.
Energiequelle ist das Werksdampfnetz. Der Werksdampf wird mittels Dampflanzen auch zur Befeuchtung eingesetzt.
Wichtig ist die genaue Einhaltung der Verarbeitungsparameter, um eine excellente Lackqualität zu erhalten.
Neben meiner Tätigkeit im Anlagenbau und Einkauf war ich der Qualitätsmanager des Unternehmens.
Die Zertifizierung nach DIN 9.001 war für das Unternehmen sehr wichtig, da viele Aufträge von Konzernkunden erteilt wurden, die selbst zertifiziert waren.
Projektdetails:
Kombi – Lackier- und Trockenkabine für Schienenfahrzeuge
3 x 60.000 m³/h, Länge ca. 32 m
mit Ex-Hubarbeitsbühnen zum Lackieren
Trockenraum für Cargo-Schienenfahrzeuge
Länge: ca. 29 m
mit Seilrangieranlage
Turn key: Projektierung, Bauleitung und Umbau des Gebäudes, komplett mit allen Bauleistungen, Erweiterung des Dampfnetzes, usw.
Gesamtlänge der Anlage: mehr als 60 m
Lackieranlage für Regio-Schienenfahrzeuge
-

- Lackier- und Trocknungsanlage für Schienenfahrzeuge.
-

- Lackier-und Trocknungsanlage Wittenberge

-
- Lackieranlage Regio


 Gallery
GalleryBiogas-AGR-BHKW mit Abhitzedampfkessel
BIOGAS, DAMPF, KWK / BHKW, TURN KEY
Dies ist die einzige je gebaute Biogas-BHKW-Anlage mit Abgasrückführung über einen Abhitzedampfkessel.
Bei Abhitzedampfkesseln sind die TRD zu beachten. Das BHKW gilt dann als Feuerung für den Dampfkessel.
Ich habe die Anlage geplant, die CAD-Zeichnungen erstellt, die Komponenten ausgelegt, angefragt und eingekauft.
Weiterhin habe ich die gesamte Dampferzeugung und Dampfverteilung geplant und in Betrieb genommen.
Der Schnelldampferzeuger wurde mit Flüssiggas angefahren und später mit einer TÜV-Einzelabnahme auf Biogas umgestellt. Auch das wurde hier erstmals für diesen Dampfkesseltyp gemacht.
Die Kompaktmodule waren mit Abgasrückführung (AGR) ausgerüstet. Die Abgasrückführung ermöglicht es, Lambda-1-Technik auch für turbo-aufgeladene Motoren einzusetzen und einen hohen elektrischen Wirkungsgrad bei niedrigen Emissionen zu erreichen. Deshalb konnten 3-Wege-Katalysatoren an Stelle der sonst üblichen reinen Oxidationskatalysatoren eingesetzt werden. Es wurde sehr niedrige Emissionswerte, weit unterhalb der TA-Luft-Anforderungen, gemessen.
Ingesamt wurden 3 x 330 kW elektrisch installiert.
Die Biogas-Verwertungsanlage mit 3 BHKW und Abhitzedampfkessel, Biogas-Schnelldampferzeuger, Dampfverteilung, Dampf-Wasser-Wärmetauscher und Wärmespeicher für Heizzwecke wurde schlüsselfertig errichtet.
CAD-Planung, Komponenten-Einkauf, Bau- und Projektleitung: Wolfgang Brettl.

 Gallery
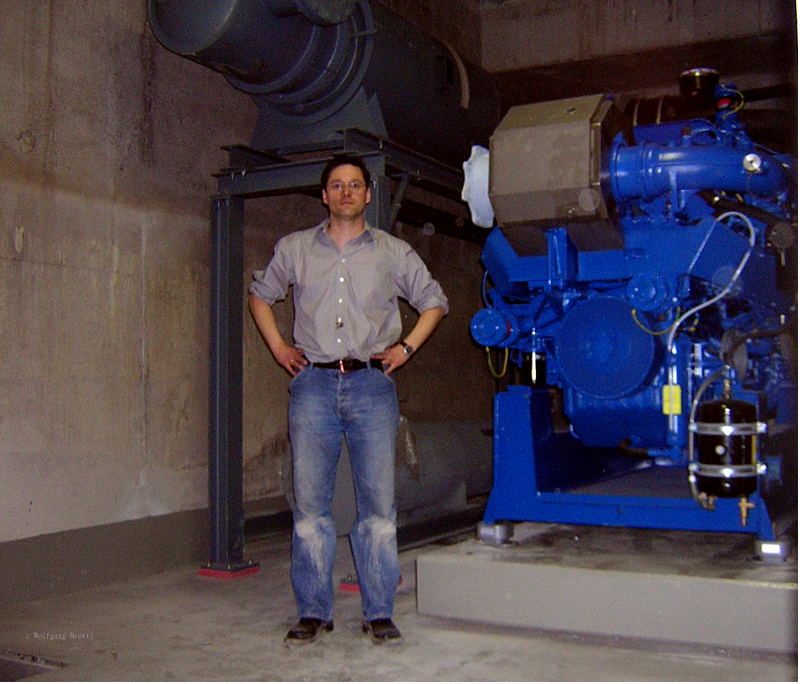
GalleryErdgas-BHKW-Package mit 16-Zylinder-Gen-Set
BRENNWERT, KWK / BHKW, TURN KEY
Dieses Foto entstand gegen 23:00 Uhr mit Selbstauslöser am Tag der Einbringung des 16-Zylinder-Gen-Sets. Ich war Planer, Einkäufer, Bauleiter und Projektverantwortlicher für das Projekt und seit 5:00 Uhr auf der Baustelle.
Geliefert und aufgestellt wurden an diesem Tag:
16-Zylinder-Erdgas-Gen-Set 770 kW, Primär-Schalldämpfer, Sekundär-Schalldämpfer, Abgas-Wärmetauscher, Brennwert-Wärmetauscher, 30m³-Wärmespeicher, Plattenwärmetauscher Motorkühlung, Plattenwärmetauscher Abwärmenutzung Gemischkühler, Tischkühler Gemischkühlung, Schmierölbehälter, div. Pumpen, usw.
Alle Komponenten waren speziell für den Einsatz in einem Krankenhaus konzipiert. Angefangen vom körperschallentkoppelten Fundament, der Schalldämmhaube, dem leisen Gemischkühler usw. bis hin zu speziellen Netzfiltern für die Frequenzumrichter.
Weiterhin musste noch ein ca. 30 m hoher Betonschornstein durch ein spezielles Edelstahl-Einzugsrohr saniert werden, welches am Schornsteinkopf zusammengeschweißt und mit einem Mobilkran abgelassen wurde.
Bei der Inbetriebnahme sagte der Ingenieur der Deutz anerkennend zu mir, das sei „die beste Kundenanlage“, die er „je gesehen habe“.